Plasma cutting sample analysis
Views: 2 Author: Site Editor Publish Time: 2022-09-13 Origin: Site
Inquire
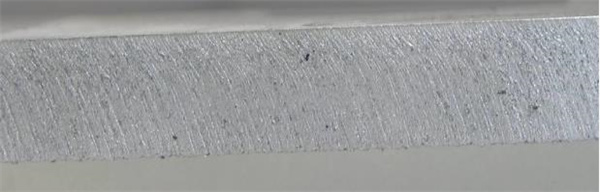
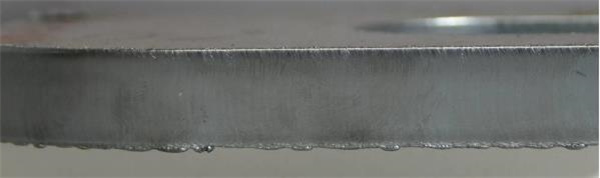
Aluminum
Cut speed too fast

Cut drag lines are more than 15 degrees trailing the torch (torch movement right to left) High speed bottom dross, easy to remove
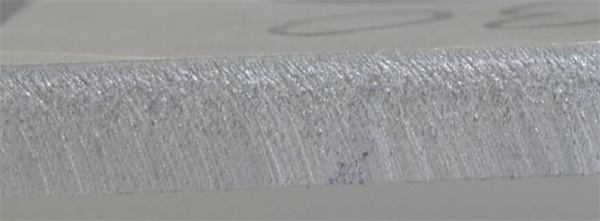
Cut speed correct
Cut drag lines trail are visible, but cut surface is smooth. No dross
Cut speed too slow
Cut drag lines are more pronounced and cut surface is rougher
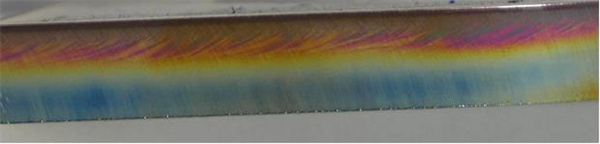
Stainless Steel (H35 plasma)
Cut speed too fast

· Gold heat discoloration swept in both directions
· Cut drag lines more than 15 degrees trailing
· High speed bottom dross, hard to remove
Cut Speed correct
Smooth cut surface . No dross
Cut Speed too slow
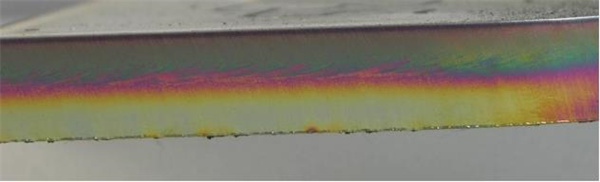
Heat discoloration is concentrated in the bottom half of the cut Hard bottom dross, hard to remove
Mild Steel (O2 plasma) Cut Speed Too Fast
Trailing cut drag lines
Light bottom dross, hard to remove, some top spatter
Cut Speed Correct

Cut drag lines near vertical. No dross
Cut Speed Too Slow

Cut drag lines lead the torch
Heavy bottom dross, easy to remove
Mild Steel (Air plasma) Cut Speed Too Fast

Cut drag lines curve and trail torch movement High speed bottom dross, hard to remove
Cut Speed Correct

Cut drag lines near vertical. Minimal dross
Cut Speed Too Slow

Cut drag lines vertical or leading the torch head Thicker bottom dross, easy to remove


 English
English
























